
تعد معالجة الصفائح المعدنية جزءًا لا غنى عنه في المعالجة الميكانيكية، خاصة في الخزانات والأجهزة المنزلية والسيارات والمصاعد ومعدات المطبخ وغيرها من الصناعات، وتستخدم أجزاء الصفائح المعدنية على نطاق واسع. ستؤثر جودة عملية الانحناء بشكل مباشر على حجم التشكيل ومظهر المنتج. ولذلك، فإن كيفية التأكد من حجم التشكيل وزاوية قطعة العمل أثناء عملية الثني هي محتوى بحث رئيسي في عملية الثني.
مع تطور الاقتصاد، في الزخرفة المعدنية لبعض الأماكن الراقية، أصبحت الأشكال المنحنية لزخارف الصفائح المعدنية أكثر تعقيدًا. في الوقت نفسه، يجب أن تلبي قطعة العمل متطلبات العملية مثل أن يكون نصف قطر القوس لحافة الانحناء صغيرًا قدر الإمكان، وعدم وجود تجعد على سطح قطعة العمل، وعدم وجود مسافة بادئة على السطح الزخرفي. تقليدي فرامل الضغط الهيدروليكي لم يعد بإمكانه تلبية متطلبات العملية الخاصة هذه. ومن هنا جاءت عملية الحز والثني على الصفائح المعدنية. توضح هذه المقالة بشكل أساسي خصائص عملية الحز وطريقة الحز، بالإضافة إلى كيفية التأكد من حجم وزاوية الانحناء أثناء عملية الثني.
خصائص عملية ثني الأخدود
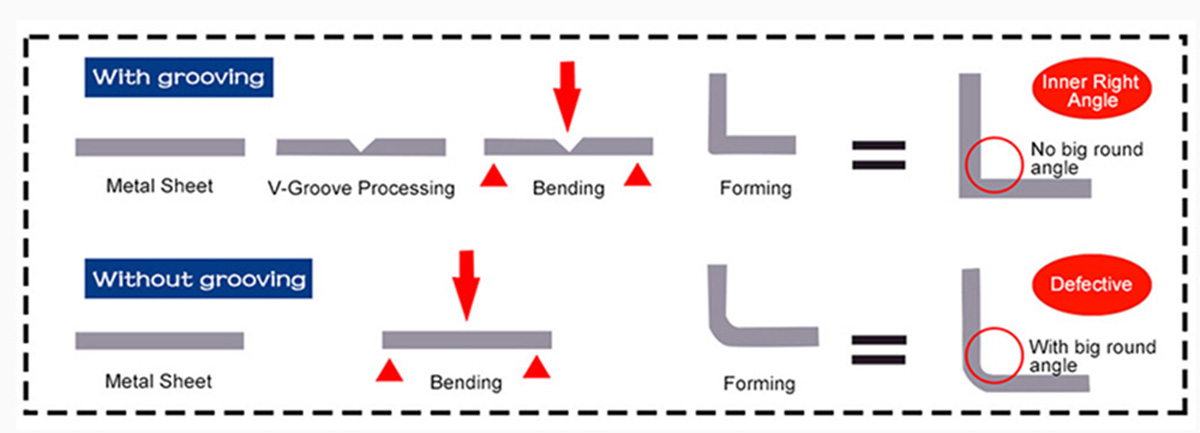
عملية ثني الأخدود هي عملية تستخدم أولاً آلة الحفار لوضع علامة على الصفائح المعدنية وتخديدها في الموضع الذي تحتاج فيه إلى الثني، ثم ثنيها على آلة الثني الشائعة وفقًا للاحتياجات. تتضمن خصائص عملية ثني الأخدود بشكل أساسي الجانبين التاليين.
1. نصف قطر القوس لحافة قطعة العمل صغير ولا تحتوي قطعة العمل على تجاعيد.
من عملية الثني، يمكن ملاحظة أن حجم نصف قطر القوس لحافة قطعة العمل بعد الثني يتناسب مع سمك اللوحة. كلما زادت سماكة اللوحة، زاد نصف قطر القوس الذي تشكله فرامل الضغط الهيدروليكي. بعد أن تكون اللوحة المعدنية محززة على شكل حرف V، يصبح سمك اللوحة المتبقي نصف السمك الأصلي، أو حتى أصغر، مما يمكن أن يقلل بشكل كبير من نصف قطر القوس لحافة قطعة العمل بعد الانحناء. بالإضافة إلى ذلك، بما أن سماكة اللوحة المتبقية عند نقطة الانحناء بعد الحز تكون أرق، فإن قوة التشوه أثناء الثني سيتم أيضًا تقليلها وفقًا لذلك، ولن تنتشر إلى المنطقة غير المنحنية. لذلك، لا توجد تجاعيد على سطح قطعة العمل بعد الثني، وبما أن سمك اللوحة عند نقطة الانحناء أقل، فإن تقليل الضغط المطلوب أثناء الثني يمكن أن يتجنب خطر المسافة البادئة على السطح الزخرفي. بهذه الطريقة، يمكن تلبية متطلبات العملية لنصف قطر القوس الصغير لحافة قطعة العمل، وعدم وجود تجاعيد على السطح، وعدم وجود مسافة بادئة على السطح الزخرفي في الزخرفة المعدنية في الأماكن الراقية مثل الفنادق والبنوك والمراكز التجارية ، والمطارات.
2. تقليل حمولة المعدات المطلوبة لآلة ضغط الفرامل
في عملية الثني، قوة الانحناء المطلوبة للصفائح المعدنية تتناسب مع سمكها. كلما زادت سماكة الصفائح المعدنية، زادت قوة الانحناء المطلوبة والمطلوبة آلة الفرامل الصحافة الهيدروليكية ويتم أيضًا زيادة الحمولة وفقًا لذلك. بعد التخديد على شكل حرف V لجزء الثني من الصفائح المعدنية قبل الثني، يتم تقليل سمك الصفائح المتبقية في ذلك الجزء بشكل كبير، بحيث يتم أيضًا تقليل قوة الثني المطلوبة لثني الصفائح وفقًا لذلك، بحيث يمكن ثني الصفائح السميكة على آلة ثني الصفائح المعدنية ذات الحمولة الأصغر. وهذا لا يقلل فقط من الاستثمار في الفرامل الصحافة الصفائح المعدنية المعدات، ولكن أيضا يوفر استهلاك الطاقة والمساحة.

 IPv6 network supported
IPv6 network supported












